Cutter composition and quality
Router cutters were originally all made from High Speed Steel (HSS) but these have now largely been superseded by Tungsten Carbide cutters either in solid tungsten or usually tungsten tipped (TCT). These have far superior edge holding properties, particularly when working with very abrasive man-made materials.However, the increasing use of routers within a range of manufacturing industries has lead to the development of cutters coated with new materials such as Polycrystalline diamonds and edges of solid tungsten carbide, as well as tooling with replaceable tips. These are primarily designed to maximise the benefits of CNC routing and although initially very expensive, they are more economical for demanding applications, where long life and minimal downtime when changing cutters is crucial.
High-Speed Steel HSS
The best router cutters are produced by turning the cutter body to the required profile and then grinding the flute and clearance angles before finally honing the edges to a mirror finish. Poorer quality cutters are often just machined from cast steel.
The advantage of HSS is that the cutters can be sharpened to a very keen edge and will leave a super smooth finish on good quality timbers. They are particularly effective on softwoods and the edge can be quickly re-honed on an ordinary oilstone.
However, this sharpness is soon dulled when the cutter is used on hard or abrasive timbers and it will burn and ruin after just a short time if you try and cut materials like MDF or plywood.
Super High-Speed Steel HSSE
Cutters made from a special grade of HSSE have been developed for cutting, drilling and slotting various grades of non-ferrous metals and plastics, particularly in the window industry.

These leave a very clean surface, even on hard finishes such as anodised aluminium. They are also able to resist the abrasive nature of extruded anodised aluminium and will plunge drill and mill lateral slots in this material. However, they do require the use of a continuous coolant such as a water-soluble oil or mist spray to maintain low cutting edge temperatures and to reduce the likelihood of 'weld back'.
Tungsten Carbide Tipped TCT
These routers cutters again have the body and shank machined from high-grade steel, but with tungsten carbide tips brazed onto each flute.
These are produced in a similar way to HSS cutters, but the flutes are machined to accept tungsten carbide tips, which are then brazed in place and ground to form cutting edges. Although very hard and wear-resistant, tungsten is a grained material and therefore quite brittle, so it cannot be honed to such a fine edge as HSS.
However, it is the cutter of choice for general routing applications and provided the edges are regularly honed, will produce an excellent finish. Although more expensive, TCT cutters will retain their edges far longer than the equivalent HSS ones. Estimates vary but they will probably last 15 to 25 times longer.
The downside is that they are more difficult to sharpen when they do eventually need it. Although you can use a diamond or ceramic slipstone to hone up the edges, they will ultimately need a professional regrind to maintain their best performance.
Tungsten carbide is an extremely hard material but is prone to chipping when knocked or dropped against hard surfaces or other cutters. Applications include routing natural timbers, plywood, chipboard, fibreboard including medium-density fibreboard (MDF) and hardboard, glass fibre reinforced plastics (GRP), acrylics (tinted variety) and other abrasive plastics such as Tufnol¨, and solid surface materials such as Corian¨.
Solid Tungsten Carbide STC

Solid tungsten carbide cutters are produced from a particularly hard grade of carbide, to produce the necessary machining and performance characteristics. Being turned, milled and ground from solid material they are stronger, can be re-sharpened many times and can be ground to produce better plunge cutting than TCT cutters.
As their manufacturing costs are relatively high, they are normally only available in small sizes, but they do produce a good finish suitable for most woodworking applications and are recommended for machining aluminium alloy and hard plastics.
Polycrystalline Diamond PCD

These cutters are made by bonding man-made diamonds onto tungsten carbide tips under extreme pressure and heat. The resulting cutting edge will outlast conventional tungsten many times over.
They are very expensive to produce and their expense is only justified in specialised production applications, or on CNC fixed head routers with automatic feed. PCD currently represents the pinnacle of cutting performance available with today’s manufacturing technology.
Replaceable blade cutters

These are precision ground cutter spindles onto which you can fit removable solid tungsten carbide blades. The blades are held in place with small screws and each one is ground on two or four of their cutting edges, so you can quickly turn them round to expose a new cutting edge after the first has dulled down.The advantages are obvious, particularly in a production set-up where the blades can be replaced without disturbing the router or depth settings, therefore minimising expensive downtime.
The blades are relatively cheap as well, so the economic advantages are enormous, particularly with very abrasive materials that quickly dull the edge. However, they are only available in straight and angled profiles and some are not suitable for plunge cutting.
Multi profile replaceable blade cutters
This system allows you to fit a variety of different profiled solid carbide blades into a holder that is available with and without a bearing guide. Two blades are fitted to the body and they are designed to provide integral chip limitation to minimise kickback.
As no brazing is required, a higher grade of tungsten carbide can be used, resulting in superior edge holding and durability.
The blade range includes a good selection of decorative profiles, making it a very economical option for the home user needing quality cutters at minimal cost, when the small amount of down time involved in changing over the blades is unimportant.

Choosing and buying cutters

There are thousands of router cutters on the market, many looking exactly the same but with vastly differing price tags. The newcomer can therefore be excused for being confused and bewildered by the choice. Even if you know what you want, there are some qualities that you just cannot determine by looking at the cutter, so for ultimate performance you should only buy top quality tooling.
For this reason it is always better to stick to a well proven manufacturer and a reputable dealer to provide reliable advice with a good back-up service.Poor quality cutters will successfully machine wood, but what they will not guarantee is durability, consistency of performance or quality of finish.
For this you need superior cutters made from the best materials, ground and machined to precise tolerances, with the correct clearance and relief angles.
It goes without saying that all this comes at a cost and you will have to make some value judgements based on the projected amount of use, but do try and think long term when you buy and remember that you always get what you pay for. Whilst the following description of the checks you need to make before buying a cutter may seem excessive, the process is not really that complicated and with just a little experience may soon become intuitive.
Selecting a cutter
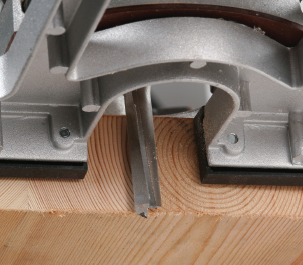
Think carefully about the length of cutter you need as biggest is not always best. The aim is to try and maintain accuracy and minimise vibration, but at the same time maximise safety.So it is not always advantageous to buy a cutter with long cutting edges if you don’t need them. In fact, if you start cutting really deep in one pass the cutter will deflect and vibrate excessively.
For deep cuts, plunge in gradually with several shallower passes. The longer the cutter is, the more this vibration is likely to occur and in extreme cases you can actually snap the cutter, usually at the point between the flutes and the shank.
Shorter bits are obviously more stable and will cut smoothly. Another strength consideration involves the shank diameter. Always choose the largestdiameter shank that your router will take.

There is rarely any significant difference in cost, but the extra stability involved is proportionally huge. A 1/2” shank has a cross sectional area that is four times that of a 1/4” shank which says it all in terms of strength.
Don’t think that buying a small diameter shanked cutter and then bushing it up to fit a bigger collet is a way round this. These bushes can never grip the cutter as accurately as a collet and they inevitably introduce yet another source of vibration, so avoid them if at all possible.
The choice of cutter grade is also critical. For most jobs, TCT is the only option for its excellent edge holding properties in a broad range of different wood based materials. But not all tungsten carbide is of the same quality, and just being labelled TCT doesn’t necessarily signify a good cutter.
The grade of carbide has improved markedly on the top quality bits and in recent years a micro-grain carbide has been introduced which can be sharpened to a fine edge without becoming brittle or chipping, a recurring problem with early cutters.
There can be as much as a ten times difference in the edge holding properties between different grades of carbide, so always insist on micro-grain.

Only choose HSS if you want a superfine finish in softwood and are able to keep the edges in shape with regular honing. The case for deciding between a single or two flute cutter is even more clear-cut. If a fast feed speed is your most important consideration then go for a single flute version, but it is nearly always better to go for a two flute cutter, which will leave a noticeably superior finish to its single flute counterpart.
If the cutter of your choice is available in shear or spiral form then this is another way of making the cut smoother and cleaner, particularly in tricky, end-grain trimming work. They also reduce the load on your router and are more comfortable to use for long periods. However, this option is more expensive than a straight two flute cutter and you will only be able to hone the shear type.
Armed with all this information you can now choose the type of cutter you want, but how do you go about checking the quality?
Although you cannot tell much about the raw material of the cutter just by looking at it, there are other visible signs on the cutter like machining quality, grinding angles and surface finish that will give a good indication as to quality. A manufacturer is unlikely to buy the best quality material and then spoil it by poor machining.
A careful examination is likely to reveal whether the cutters are up to standard or not and it is a worthwhile operation, as the quality is reflected in both your subsequent work and safety.


Some new cutters come covered with wax, which although protective can also hide manufacturing imperfections. Remove this carefully after slitting it with a knife, but beware as it is very easy to cut yourself as you slide the wax free, so consider wearing gloves for this operation. Then have a really close look at the cutter. See if the cutting edges are really sharp and make sure that the brazed tips do not overhang the end of the flute other than by the ground bevel, as this can cause them to flex under load.
Check that the surface of the edges are not chipped or pitted and the edges themselves are honed smooth and polished. The best way to do this is to rub your fingernail down the ground angle. If it feels rough or wavy the edge is not properly machined. It needs to be a mirror finish otherwise the cut surface will be equally rough and resin will soon start to build up in the grooves and affect the quality of cut.
Each cutting edge must be ground to the same angle to ensure that they are doing an equal amount of work, so they must be precisely the same size and shape. Cheap cutters have very thin carbide tips that leave little scope for re-sharpening. As well as giving longer life, a thicker tip will give much more support to the edge and will stay sharp longer.
Check that the brazing on these tips is clean and that there are no gaps or voids, or the tip may detach itself under load. Poor quality brazing will also affect the ease of chip clearance. The shank should be smooth and perfectly true, with a nicely chamfered end and most importantly, dead on size.
If you have any doubts, check the diameter with a micrometer, as an undersized one will very quickly damage the collet. Then if possible, put the cutter into the router and feel how it spins, it must run free of any vibration.
If you are buying a bearing guided cutter, check that the mounting pin is strong enough to support the bearing and that the holding screw tightens sufficiently to get a good hold, but the bearing itself should have minimal play whilst still turning freely.

Finally, look for a cutter supplied in some rigid packaging that allows for quality protection and storage, and where necessary, instructions for use should be included, particularly with the more complicated profiles.
Cutter Quality
The key to achieving ultimate performance and durability is in selecting cutters produced to high standards of materials and workmanship. Always ensure cutters are purchased from a reputable manufacturer who has a quality control system such as ISO 9002. Access to practical after sales technical support and advice, from the manufacturer or agents, is essential in ensuring confidence and satisfaction when purchasing your cutter.
The Trend Technical Support Department technicians, staffed by experienced tradesmen and engineers, are available to give practical advice on cutter selection, setting-up, jig-making and routing techniques. Their expertise is trusted by thousands of routers users each year, ranging from DIY enthusiasts and professional woodworkers right up to multi-national manufacturing organisations.
The Trend Professional Range tooling will satisfy the most demanding applications of professional woodworkers, builders and joiners. In manufacturing industry, Trend tooling fulfils the needs of modern routing technology, when complex machining performance relies on the highest possible standard of tooling. A wide variety of tooling forms and designs are offered for virtually any application or material in use today.
The Trend Craft Range is specifically suited to the needs of the leisure craftsmen and home improvement enthusiasts for performance and value. The range has tungsten carbide tipped cutters with 1/4¨ diameter shanks, although certain popular shapes are offered on 8mm and 1/2¨ diameter shanks. They can be used on all man-made boards including medium density fibre board (MDF) and chipboard, as well as natural timbers and plastics.
Cutter Types
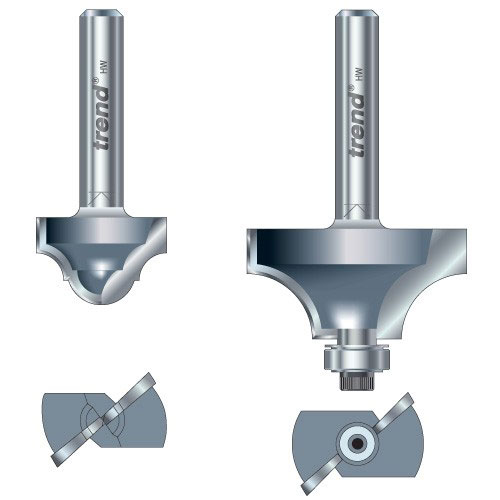
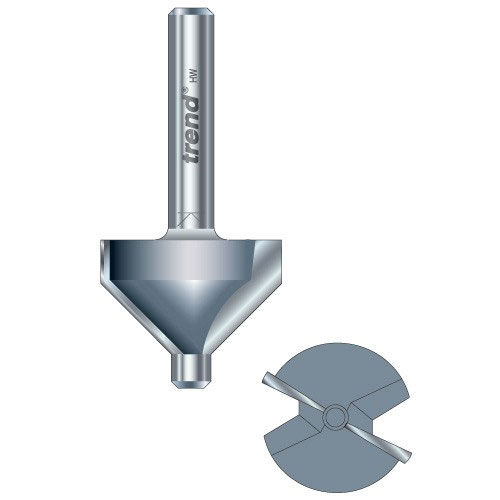
Shaped Cutters
Shaped cutters are usually two-fluted and are used for decorative moulding or jointing applications. By changing the depth or width of the cut, or by altering the table fence or side fence position, different profiles can be produced using the same cutter. With bearing guided versions, the fitting of an alternative larger diameter ball-bearing guide will often produce a different shape. Typical standard profiles include bevel, radius, dovetail, rounding over, and rebate cutters.
Bearing Guided Cutters
Straight cutters are also available as self-guiding cutters and are designed to follow the edge of the workpiece or a template fitted above or below it. Self-guided cutters are used for trimming, moulding or rebating. To achieve this, a ball-bearing guide is fitted, or a solid pin is brazed into the nose of the cutter.
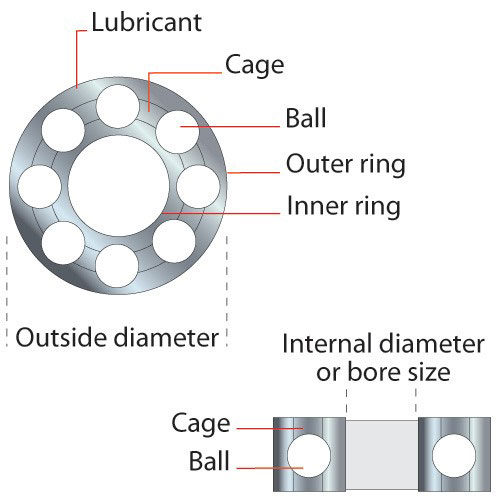
Ball-Bearing Guides
Ball-bearing guides can be fitted either to the cutter shank, above the cutting edges or on a spigot machined on the end or nose of the cutter. As the ball-bearing diameter predetermines the width of the cut from the board edge, by changing the ball-bearing guide for one of a different diameter, the width or depth of the cut can be altered.
Ball-bearing guided cutters have the advantage of reducing the setting-up time, as the maximum width of the cut (e.g. rebate) or depth of cut (e.g. grooved edge) is fixed by the ball-bearing diameter. The ball-bearing guide or pin is run against the edge of the work, with a guide or template mounted above or below it.
This allows the cutter to follow a curved edge and avoids the need to use a side fence or parallel guide for straight edge work. The precision afforded by ball-bearing or pin-guided cutters is often critical when using the interlocking or matched profile scribing cutters.
Ball-bearing guided cutters have an advantage over solid pin guided cutters, in that they produce less friction between the ball-bearing outer edge and the timber, reducing the risk of burning the edge of the workpiece. Ball-bearing guides are generally held in place by either a socket-headed screw or hexagonal nut. In most cases, a small washer is fitted, and should always be refitted when changing or refitting guide bearings.
Ballbearing guides for use on router cutters have shields fitted that reduce the amount of dust and dirt that can enter and clog the moving parts. Ball-bearing guides should be considered consumable and non-serviceable items and may need replacing during the life of the cutter. Never try to clean a ball-bearing with solvent, as this will dilute the grease lubricant. It is virtually impossible to replenish the grease, and any attempt to do so could prove dangerous or cause serious damage to the workpiece, as the ball-bearing is likely to collapse.
Pin Guided Cutters
Some basic shapes, such as ogees, core box, chamfer, rebating and trimming cutters are available with pin guides. These are used in similar applications as bearing guided types, yet are less versatile. They have the advantages that they can be used to shape or profile intricate shapes due to the smaller pin diameter. However, extra care is needed to prevent the edge of the workpiece or template from burning due to the frictional heat.
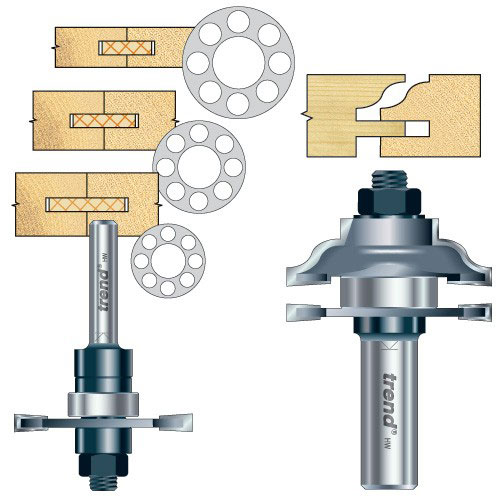
Arbor Mounted Cutters
Arbor-mounted cutters consist of single or multiple slotting cutters assembled on an arbor, using spacers, shims and ballbearing guides to adjust their proximity and depth of cut. This form of cutter offers a high degree of versatility, as the basic components can be mounted in different combinations, using the shims, washers and spacers to vary their spacing. In production operations, arbor-mounted cutters can be used to save downtime and costs when changing or re-sharpening cutters and allow matched cutter sets to be fitted without affecting the machine settings.
The Trend Biscuit Jointer Set Ref. 342 consists of an arbor, 4mm groover and three bearings. This allows three different depths of groove to be jointed, for biscuit sizes 0, 10 and 20.
Another versatile tool using this technology is the profile scriber where the groover, bearing and profiler are rearranged to give perfect matching profile and scribe moulds. When in use the cutters should be staggered to each other at 90 degrees to reduce cutting impact. The bearing is the datum point of this tool and should be in contact with the timber at all times. This type of tooling should only be used with the router mounted in a fixed position.
Cutter sets

Sets can be a great way to get started. If you are a newcomer, the sheer enormity of the range of individual cutters can be very confusing.
Many people are scared off thinking they will need to spend a fortune on dozens of cutters when actually the reverse is true. So by all means start with a basic set of good quality cutters, eight or ten will probably cover 90% of your initial needs and you can then buy different or better quality ones as you become more proficient.
The following cutters will give you a good start:1/4” and 3/8” straight two flute, 3/8” rounding over/ovolo with bearing, 3/8” Radius, 45° Vee, Bearing guided rebate, Chamfer, Bearing guided trimmer, Roman ogee, Dovetail.
Avoid buying the very complicated and expensive cutters until you have a specific need for them.



